


C6140/C6240 tokarka do metalu z łożem szczelinowym
Specyfikacja
| Model | C6 1/2 40C | ||
| Zdolność przetwarzania | Maksymalna średnica huśtawki nad łóżkiem | 400 | |
| Max.swing nad suportem poprzecznym | 230 | ||
| Maksymalna średnica toczenia przy siodle Maksymalna średnica toczenia przy siodle
| 560 | ||
| Odległość centrum | 750,1000,1500 | ||
| Szerokość łóżka | 360mm | ||
| Wrzeciono | Otwór wrzeciona | Φ52/80mm | |
| Obracaćdnos | C6 | ||
| Stożek wrzeciona | MT6 | ||
| Zakres prędkości wrzeciona(Krokija | 40-1400 (9 kroków) | ||
| Karmić | Gwinty metryczne(Numerja | 0,25-14mm (19 rodzajów) | |
| Calowy gwintsjaNumerja | 2-40/cal | ||
| Gwint modułowysjaNumerja | 0,25-3,5 mπ (11 rodzajów) | ||
| Przewóz | Skok slajdu krzyżowego
Skok slajdu krzyżowego
| 180mm | 222mm |
| Skok spoczynkowy narzędzia Mały skok podparcia narzędzia
Mały skok podparcia narzędzia
Mały skok podparcia narzędzia
Mały skok podparcia narzędzia
Mały skok podparcia narzędzia
Mały skok podparcia narzędzia
Mały skok podparcia narzędzia
| 95mm | ||
| wymiar przekroju
| 20x20mm² | ||
| Konik | Stożek rękawa konika | MT4 | |
| Średnica tulei konika | 65mm | ||
| Skok tulei konika | 140mm | ||
| Głównym silnikiem | 4kW | 5,5 kW | |
| Wielkość paczki: (LxWxH) |
| ||
| Odległość centrum 750mm | 2220 x 1150 x 1590 mm | ||
| 1000mm | 2470 x 1150 x 1590 mm | ||
| 1500mm | 2970 x 1150 x 1590 mm | ||
| Waga:NW/GW (KG) |
| ||
| Odległość centrum750mm | 1400 | 2050 | |
| 1000mm | 1500 | 2150 | |
| 1500mm | 1650 | 2300 | |
Cecha ręcznej tokarki C6140
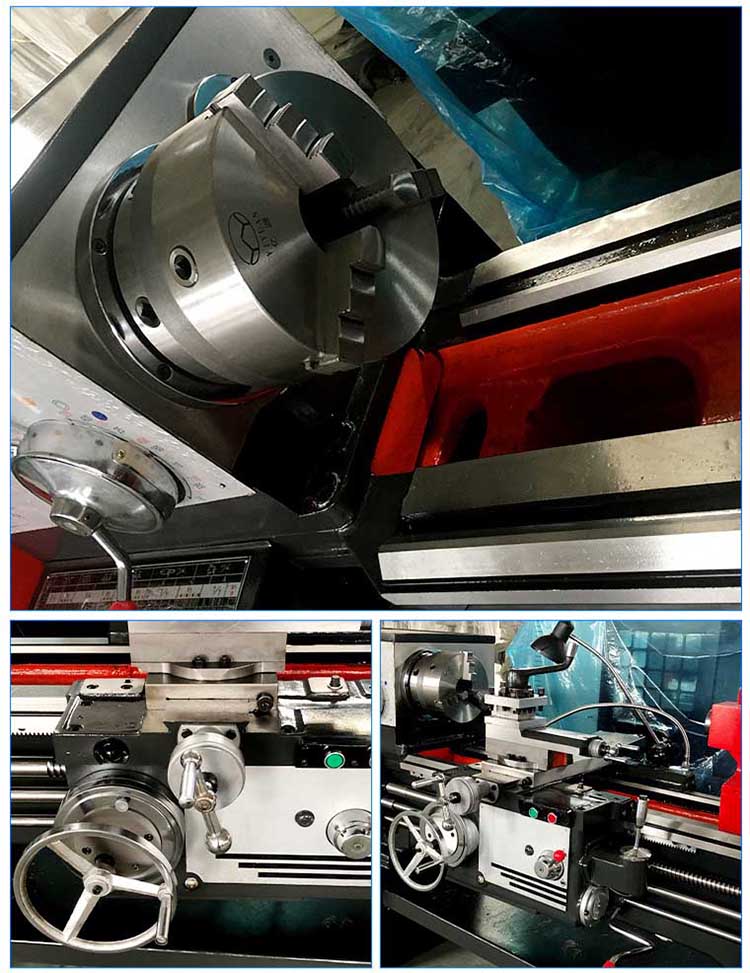
Może być stosowany do toczenia powierzchni cylindrycznych i stożkowych, powierzchni czołowych i otworów wewnętrznych, a także różnych gwintów metrycznych i calowych.
1. Wrzeciono: przez średnicę 52 MM, zgodnie z międzynarodową normą ISO-C6;poszerzyć zakres obróbki wałów.
2. Konik kwadratowy: Konik ma szybkie urządzenie mocujące krzywkę, które ma wysoką wydajność pracy.W tulei konika znajduje się urządzenie zapobiegające obracaniu się wiertła, które zapobiega uszkodzeniu stożka wewnętrznego otworu tulei konika na skutek obracania się wiertła spowodowanego nieprawidłowym działaniem oraz skutecznie chroni elementy konika.
3. Powierzchnia szyny prowadzącej: przyjmuje sterowanie numeryczne hartowanie częstotliwością super audio i szlifowanie obwodowe, co ma zalety wysokiej precyzji i dobrej odporności na zużycie.
4. W przekładni głowicy zastosowano łożyska Harbin w kompletnym zestawie, a we wrzecionie zastosowano precyzyjne podwójne łożysko kulkowe Harbin BEARING, aby zapewnić dokładność i stabilność wrzeciona podczas szybkiego obrotu, co stwarza niezbędne warunki do produkcji CNC tokarki.
5. Uchwyt: Metalowy uchwyt trójszczękowy jest standardową konfiguracją tokarki i można wybrać inne uchwyty, co jest pomocne przy dokręcaniu.Przedmioty o różnych regułach sprzyjają obróbce i szybkiej produkcji.
6. Szerokość szyny prowadzącej wynosi 400 mm, głębokość hartowania wynosi 4 mm, a odporność na zużycie i stabilność są wysokie.

Kontrola przed jazdą zwykłej tokarki
1. Dodać odpowiedni smar zgodnie z tabelą smarowania obrabiarki.
2. Sprawdź, czy wszystkie urządzenia elektryczne, uchwyty, części transmisyjne, urządzenia zabezpieczające i ograniczające są kompletne, niezawodne i elastyczne.
3. Każdy bieg powinien znajdować się w pozycji zerowej, a naciąg pasa powinien spełniać wymagania.
4. Nie wolno przechowywać metalowych przedmiotów bezpośrednio na powierzchni łóżka, aby uniknąć uszkodzenia powierzchni łóżka.
5. Obrabiany przedmiot jest wolny od błota i piasku, aby zapobiec wpadaniu błota i piasku do wózka i uszkodzeniu szyny prowadzącej.
6. Pusty przebieg próbny należy przeprowadzić, zanim obrabiany przedmiot nie zostanie zaciśnięty, a obrabiany przedmiot można zainstalować po potwierdzeniu, że wszystko jest w porządku.





