
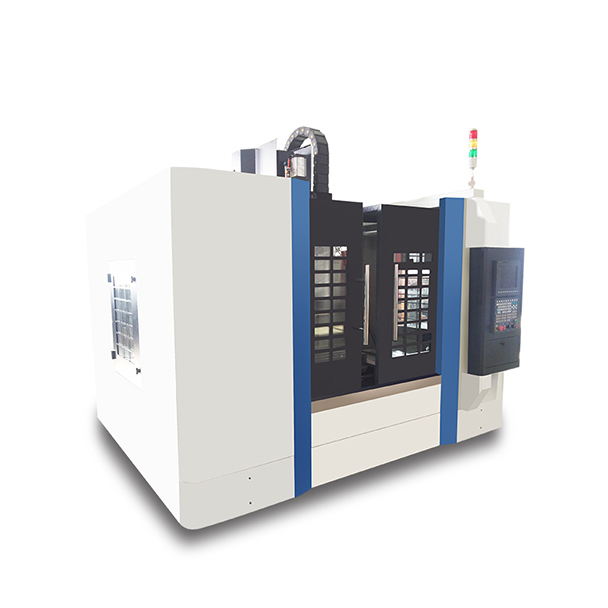


vmc1060 fabryczne metalowe 3-osiowe pionowe centrum frezarki cnc
Korzyść
1. Opcjonalny stół obrotowy CNC może tworzyć czteroosiowe i pięcioosiowe przetwarzanie powiązania współrzędnych.
2. Opcjonalne automatyczne urządzenie do usuwania wiórów ze strukturą łóżka zapewniającą wewnętrzną czystość;opcjonalne chłodzenie oleju wrzeciona itp.
3. Odlew poddaje się dwóm zabiegom starzenia w celu wyeliminowania naprężeń szczątkowych w materiale.
4. Prowadnice w kierunku X, Y, Z mogą wybrać wytrzymałe liniowe prowadnice kulkowe na Tajwanie, które charakteryzują się dużą prędkością, wysoką sztywnością i tak dalej.

Specyfikacja
| Przedmiot | VMC1060 | ||||
| Rozmiar stołu roboczego (długość × szerokość) mm | 1300×600 | ||||
| Rowek T (mm) | 5-18×100 | ||||
| Maksymalna waga ładowania na stole roboczym (KG) | 650 | ||||
| Podróż w osi X (mm) | 1000 | ||||
| Podróż w osi Y (mm) | 600 | ||||
| Przesuw osi Z (mm) | 600 | ||||
| Odległość między nosem wrzeciona a stołem (mm) | 100-700 | ||||
| Odległość między środkiem wrzeciona a kolumną (mm) | 667 | ||||
| Stożek wrzeciona | BT40/50 | ||||
| Maks.prędkość wrzeciona (rpm) | 8000/10000/12000 | ||||
| Moc silnika wrzeciona (Kw) | 11/15 | ||||
| Szybka prędkość podawania: oś X,Y,Z (m/min) | 16/16/16 (24/24//24 prowadnice liniowe) | ||||
| Duża prędkość cięcia (m/min) | 10 | ||||
| Dokładność pozycjonowania (mm) | ±0,005 | ||||
| Powtórz dokładność pozycjonowania (mm) | ±0,003 | ||||
| Typ automatycznego zmieniacza narzędzi | 16 narzędziowy zmieniacz narzędzi typu głowicy (opcjonalnie 24-ramienny automatyczny zmieniacz narzędzi) | ||||
| Maks.długość narzędzia (mm) | 300 | ||||
| Maks.Średnica narzędzia | Φ80 (narzędzie sąsiednie)/φ150 (nie sąsiednie narzędzie) | ||||
| Maksymalna waga narzędzia (KG) | 8 | ||||
| Czas wymiany narzędzia (narzędzie do narzędzia) s | 7 | ||||
| Ciśnienie powietrza (Mpa) | 0,6 | ||||
| Waga maszyny (kg) | 7500 | ||||
| Całkowity rozmiar (mm) | 3340*2800*2700 | ||||
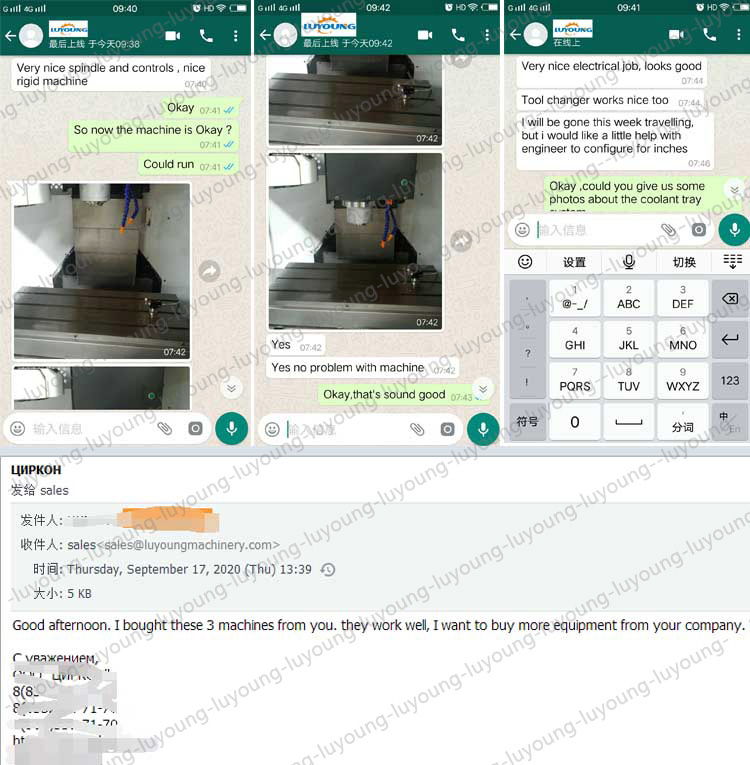
Dlaczego właśnie my
Otrzymujemy wiele dobrych opinii od klientów, na przykład:
Bardzo ładne wrzeciono i sterowanie, ładna sztywna maszyna.Bardzo fajna robota elektryczna, wygląda dobrze.
Zmieniacz narzędzi również działa ładnie.
Kupiłem od Ciebie 3 maszyny.Działają dobrze, chcę kupić więcej sprzętu od Twojej firmy.
Testowanie maszyn
1. Wykrywanie dokładności pozycjonowania ruchu liniowego powinno odbywać się w warunkach bez obciążenia, a pomiar laserowy ma pierwszeństwo.
2. Powtarzalne wykrywanie dokładności pozycjonowania ruchu liniowego, przyrząd używany do wykrywania jest taki sam, jak ten używany do wykrywania dokładności pozycjonowania.
3. Wykrywanie dokładności powrotu początku ruchu liniowego.
4. Odwrotne wykrywanie błędu ruchu liniowego jest mierzone wielokrotnie (na ogół 7 razy) w trzech pozycjach w pobliżu punktu środkowego i obu końców suwu, a średnia wartość każdej pozycji jest obliczana, a maksymalna wartość uzyskanej wartości średniej jest odwrotna wartość błędu.

Kategorie produktów
-

BC6085 Obrabiarka do kształtowania ceny fabrycznej z ...
-

TCK25 małe automatyczne wysokiej jakości typu gang sl ...
-

C6140/C6240 tokarka do metalu z łożem szczelinowym
-

VMC650 High speed 3 osi pionowe metalowe cnc mil ...
-

H50 toczenie metalu cnc kombi tokarka frezarka ...
-

BC6050 wysokiej jakości maszyna do kształtowania metalu





